
Выполнение сварочных швов
|
Плазменная и микроплазменная сварка
технологии электросварочных работ |
Выполнение сварочных швов
Прежде всего о таком понятии, как длина дуги. Что надо знать об этом?
От длины дуги напрямую зависит качество шва и, что немаловажно, его геометрическая форма. Боязнь короткого замыкания заставляет всегда удлинять дугу, а это ухудшает ее устойчивость, ведет к разбрызгиванию металла электрода, уменьшает глубину проплавления основного металла. Конечно, умение поддерживать оптимальную длину дуги приходит с опытом, но всегда оптимальное положение электрода, его расстояние от кромки свариваемой поверхности должно равняться 0,5—1,1 диаметра применяемого электрода.
Положение электрода, напрямую зависит от вида и диаметра электрода, толщины свариваемого металла, от толщины покрытия самой сварочной проволоки. В принципе сварку можно вести слева направо, справа налево, от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и чтобы правильно формировался шов. Оптимальный угол наклона электрода для получения плотного и гладкого шва — 15° в сторону ведения шва.
Движение электрода происходит в трех основных направлениях. Первое — поступательное движение направляется по оси электрода. Такое движение электрода дает возможность обеспечить постоянство длины дуги и связать это со скоростью плавления электрода.
Вторым движением будет перемещение электрода вдоль оси образуемого валика для образования шва. Если эти движения будут отсутствовать, сварочный шов
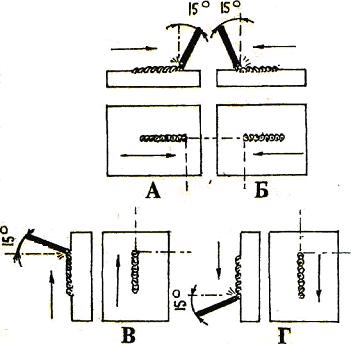
A — движение электрода вправо; Б — движение электрода влево; В — движение электрода вверх; Г — движение электрода вниз
получится очень узким, где-то в пределах 1,5 диаметра Электрода. Поперечные движения можно исключить при сварке тонких листов, при прохождении первого (корневого) шва многослойной сварки.
Третье движение представляет собой поперечные колебательные движения конца электрода, как это показано на рис.